Project: Forging stone carving tools
B1. Forging a chisel for stone working
Bild
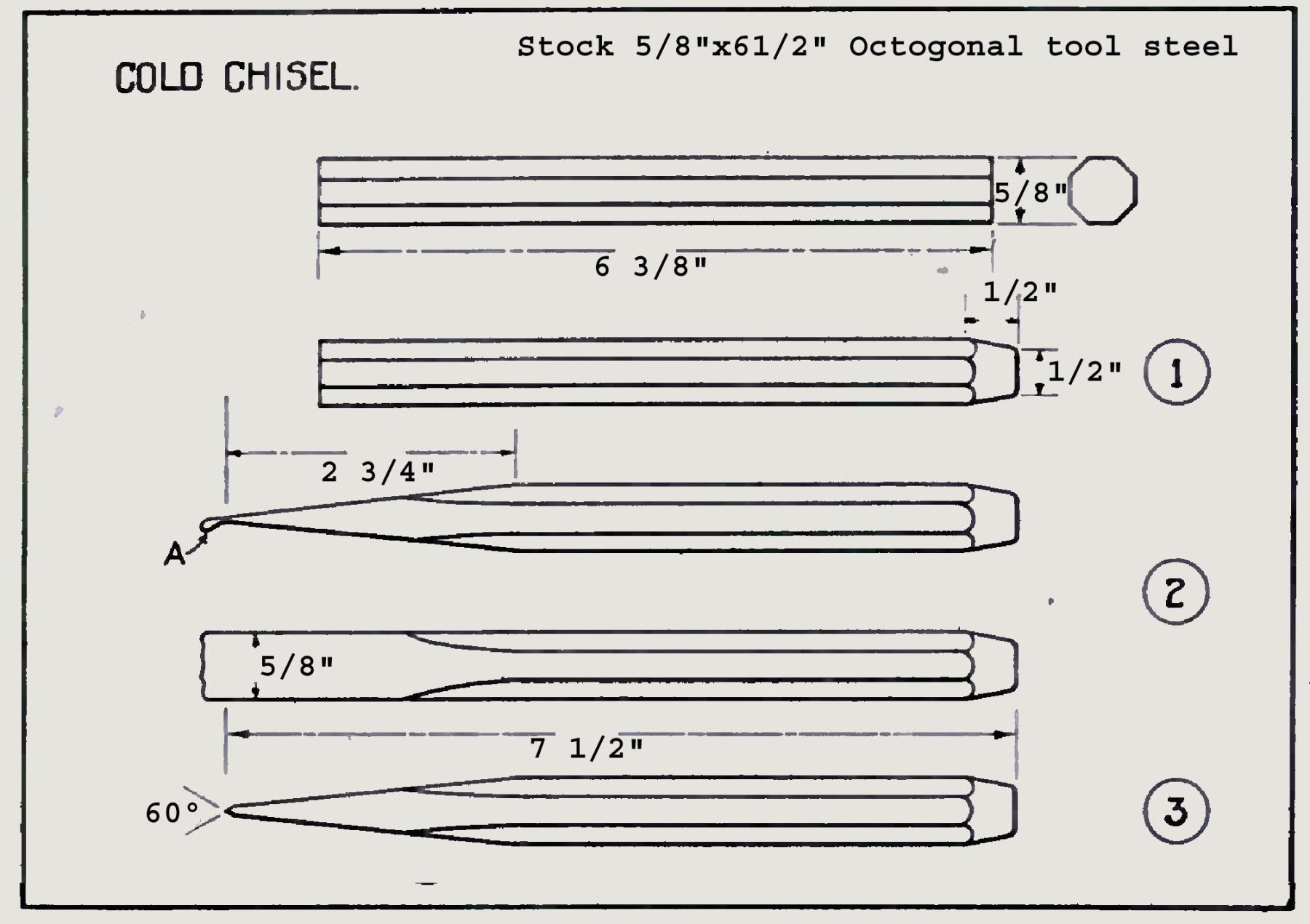
Step 1: Cut an octagonal piece of steel (length approx. 6 3/8 inch / 16.2 cm, diameter approx. 5/8 inch / 1.58 cm). Heat one end to straw yellow, then round conically to an end diameter of approx. 0.5 cm/ 3/16inch (cf. fig.1).
Step 2: Heat the other end to straw yellow and forge it into a flat point as shown in picture 2. About 1/4 inch of this point should protrude over the edge of the anvil. The finishing touch can be made with a set hammer just above the refining temperature. If the point is forged at too low a temperature, the metal structure will be torn.
Step 3: The protruding end "A" is cut off completely or partially with a chop hammer. In the latter method, the protruding tip is broken off after hardening. The metal structure exposed in this way can be used to observe whether the temperature was correct during hardening. If the tip of the chisel has been hammered out too thinly, it must not be pushed back (risk of damage to the metal structure), but the tip must be cut off further back.
Step 4: The chisel must be cooled slowly so that internal stresses can be relieved. The cutting edge is tempered to a colour of blue, blue/red. Then the cutting edge is ground to an angle of 60° on a grinding wheel.
Source: Elementary Forge Practice, Robert H. Harcourt / Publisher Stanford University Press, 1917
C1. Forging a single-edged stone drill
Step 1: Cut an octagonal piece of steel (length approx. 40 cm / 16inch / diameter approx. 2 cm / 3/4 inch). Heat one end, then beat flat to a thickness of approx. 0.5 cm / 3/16inch at the tip (cf. Fig.1.1. Work both sides and beat as wide as possible.
Step 2: Cut the round tip straight off with a chisel.
Step 3: The cutting edge at the ends is treated in the same way as step 2.
Step 4: Sharpen the cutting edge with a hammer, keeping the cutting edge flat on the anvil. The blows should be at a 45° angle to push the metal back and the drill should be rotated slightly during the process to make the cutting edge round.
Step 5: After sharpening, the drill edge is hardened as with a chisel. The tempering colour should be a dark straw yellow.
Source: Elementary Forge Practice, Robert H. Harcourt / Publisher Stanford University Press, 1917
C2. Forging a stone drill with cross cutting edge
Step 1: Cut an octagonal piece of steel (length approx. 20 inch / 50.8 cm, diameter approx. 3/4 inch / 1.9 cm).
Step 2: Heat one end, then compress it to a diameter of approx. 1 1/10 inch / 2.8 cm with a set hammer.
Step 3: Use a drop hammer to hammer small grooves on 4 sides. These grooves have a length of 2 1/4 inches / XXcm). Their function is to hold and guide the upper and lower V-shaped die tools.
Step 4: Deepen the grooves with the die tools (fig. C2a). The drill must be turned regularly during this work so that the grooves become evenly deep.
Step 5: The resulting wings of the cross are now forged thinner on a "wing swage" (fig. C2b) with a rectangular set hammer. The end of the drill is scraped off at right angles with a very thin hot chisel.
Step 6: Shape the drill edges as shown in picture 6.
Step 7: Continue shaping the cutting edge with a "counterholder" (fig. C2c). This counterholder is either placed on the anvil and the drill is knocked into it, or the counterholder is held directly on the drill and hit with a sledgehammer. The cutting edge can be sharpened with a file while the tool tip is still hot.
Step 8: The annealing colour should be a dark straw yellow.
Quelle: Elementary Forge Practice, Robert H. Harcourt