Project: Forging stone carving tools
B1. Schmieden eines Spitzeisens
Bild
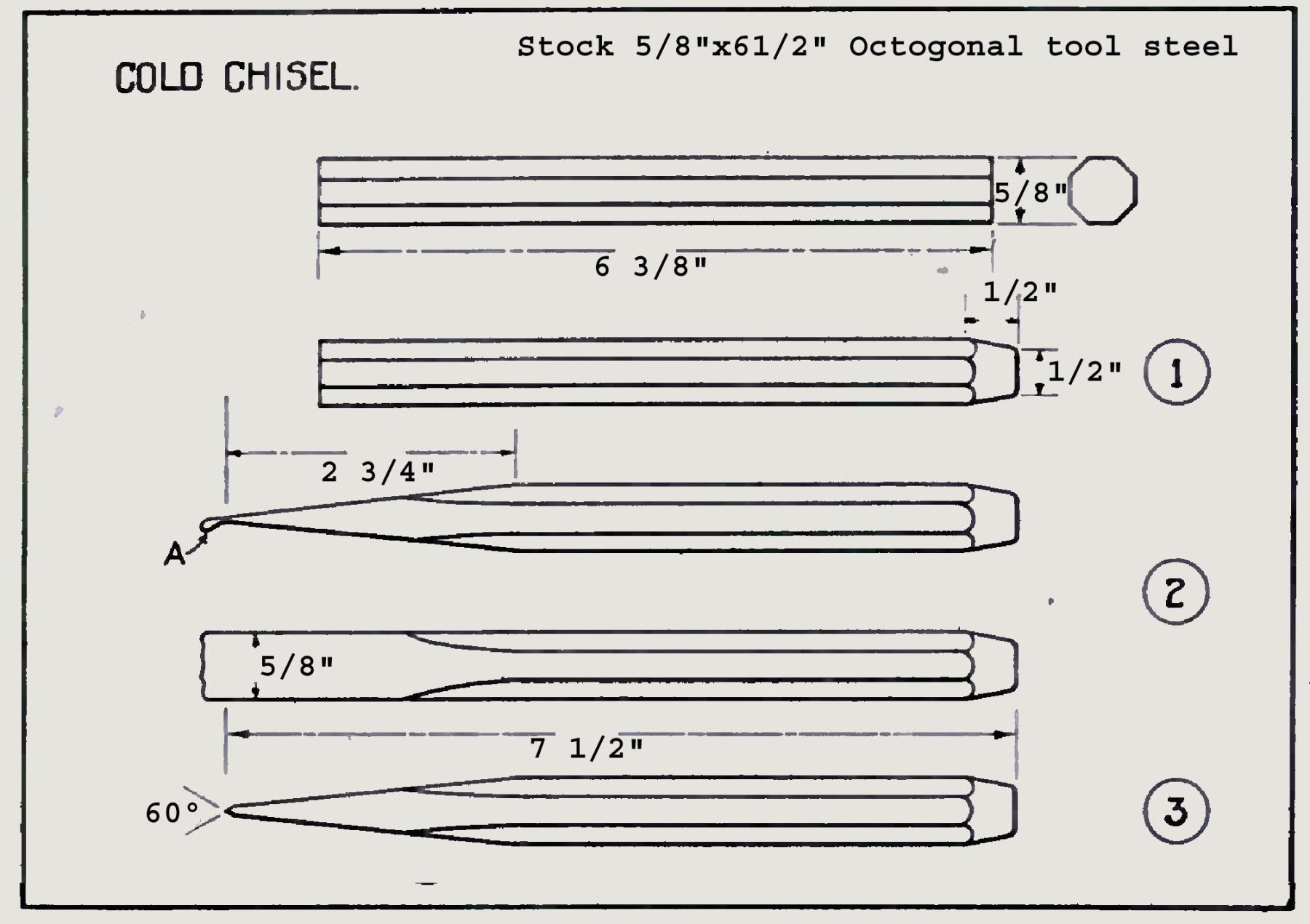
Schritt 1: Ein achtkantiges Stück Stahl (Länge ca. 6 3/8 inch / 16.2 cm, Durchmesser ca. 5/8 inch / 1.58 cm)abschneiden. Ein Ende strohgelb erhitzen, anschliessend konisch abrunden auf einen Enddurchmesser von ca. 0.5 cm/ 3/16inch (vgl. Abb.1).
Schritt 2: Das andere Ende strohgelb erhitzen und in eine flache Spitze ausschmieden wie in Bild 2 gezeigt. Ca. 1/4 inch dieser Spitze sollte über den Rand des Ambosses ragen. Die Schlussbearbeitung kann einem Setzhammer gerade oberhalb der Frischetemperatur gemacht werden. Falls die Spitze bei zu tiefer Temperatur geschmiedet wird, wird das Metallgefüge zerrissen.
Schritt 3: Das überstehende Ende "A" wird mit dem Schrothammer ganz oder teilweise abgeschnitten. Bei der letzteren Methode wird die überstehende Spitze nach dem Härten abgebrochen. An dem so freigelegte Metallgefüge kann beobachtet werden, ob die Temperatur während dem Härten korrekt war. Falls die Meisselspitze zu dünn ausgehämmert wurde darf diese nicht zurückgestaucht werden (Gefahr der Schädigung des Metallgefüges), sondern die Spitze muss weiter hinten abgeschrotet werden.
Schritt 4: Der Meissel muss langsam abgekühlt werden, damit innere Spannungen abgebaut werden können. Die Schneide wird auf eine Farbe von blau, blau/rot angelassen. Anschliessend wird die Schneide auf einer Schleifscheibe auf einen Winkel von 60° geschliffen.
Source: Elementary Forge Practice, Robert H. Harcourt / Publisher Stanford University Press, 1917
C1. Schmieden eines einschneidigen Steinbohrers
Schritt 1: Ein achtkantiges Stück Stahl (Länge ca. 40cm/16inch / Durchmesser ca. 2cm/ 3/4inch)abschneiden. Ein Ende erhitzen, anschliessend flachschlagen auf eine Dicke von ca. 0.5cm/ 3/16inch an der Spitze (vgl. Abb.1.1. Beide Seiten bearbeiten und so breit wie möglich schlagen.
Schritt 2: Die runde Spitze mit einem Meissel gerade abschneiden.
Schritt 3: Die Bearbeitung der Schneide an den Enden erfolgt analog Schritt 2.
Schritt 4: Die Schneide mit einem Hammer schärfen, wobei die Schneide flach auf dem Amboss gehalten werden soll. Die Schläge sollten unter einem Winkel von 45° erfolgen um das Metall zurückzudrängen und der Bohrer sollte während der Bearbeitung leicht gedreht werden, um die Schneide rund zu machen
Schritt 5: Nach dem Schärfen wird die Bohrerschneide gehärtet wie bei einem Meissel. Die Anlassfarbe sollte ein dunkles Strohgelb sein.
Source: Elementary Forge Practice, Robert H. Harcourt / Publisher Stanford University Press, 1917
C2. Schmieden eines Steinbohrers mit Kreuzschneide
Schritt 1: Ein achtkantiges Stück Stahl (Länge ca. 20 inch / 50.8 cm, Durchmesser ca. 3/4 inch / 1.9 cm) abschneiden.
Schritt 2: Ein Ende erhitzen, anschliessend dieses mit einem Setzhammer auf einen Durchmesser von ca. 1 1/10 inch / 2.8 cm stauchen.
Schritt 3: Mit einem Senkhammer auf 4 Seiten kleine Rillen einhämmern. Diese Rillen haben eine Länge von 2 1/4 inches / XXcm). Sie haben die Funktion die oberen und unteren V-förmigen Gesenkwerkzeuge zu halten und zu führen.
Schritt 4: Die Rillen mit den Gesenkwerkzeugen vertiefen (fig. C2a). Der Bohrer muss während dieser Arbeit regelmässig gedreht werden, damit die Rillen gleichmässig tief werden.
Schritt 5: Die entstehenden Flügel des Kreuzes werden nun auf einem "Flügel-Gesenk" / "wing swage" (fig. C2b) mit einem rechteckigen Setzhammer dünner ausgeschmiedet. Das Ende des Bohrers wird mit einem sehr dünnen "hot chisel" rechtwinklig abgeschrotet.
Schritt 6: Die Bohrerschneiden ausformen wie in Bild 6 gezeigt.
Schritt 7: Die Schneide weiter ausformen mit einem "Gegenhalter" (fig. C2c). Dieser Gegenhalter wird entweder auf dem Amboss plaziert und der Bohrer hineingeschlagen, oder der Gegenhalter wird direkt auf den Bohrer gehalten und mit einem Vorschlaghammer auf den Bohrer geschlagen. Die Schneide kann mit Feile geschärft werden, solange die Werkzeugspitze noch heiss ist.
Schritt 8: Die Anlassfarbe sollte ein dunkles Strohgelb sein.
Quelle: Elementary Forge Practice, Robert H. Harcourt